
■オーバーホール実施のS1パーツコンエンジンデータ
| 施工日 | 2002/11/14 |
| 施工後距離 | 73,812km |
| S1パーツコン基数 | 328基中35基目 |
みなさんこんにちは。エンジン班の長鶴です。
今回は、吸気や排気の要であり、性能を左右する重要部品、シリンダーヘッド回りをチェックします。
■シリンダーヘッド

燃焼室全てにカーボンが堆積しています。カーボンは、プレイグニッションやデトネーションといった異常燃焼の原因になる為、きれいに除去する必要があります。
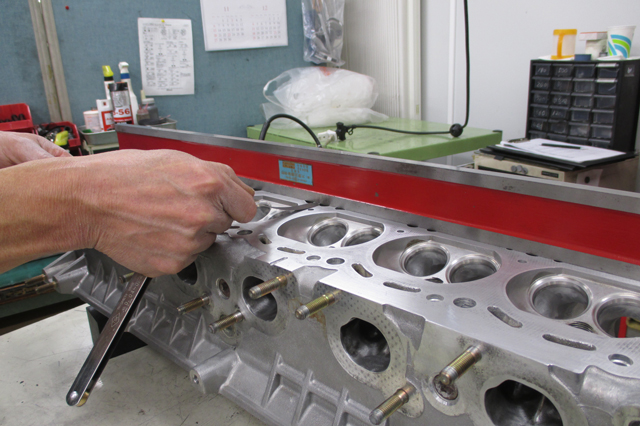
さらに、以下の1~6のライン上で広範囲わたりシクネスゲージでヘッドの歪み点検を行います。

歪み検査の結果は、大森Fファクトリー基準の0.10mm以下に対し、0.04mm以下でした。継続利用可能です。
| (mm) | ||||||
| 部位 No | 1 | 2 | 3 | 4 | 5 | 6 |
| 歪み | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 |
■バルブ
左がエキゾーストバルブ、右がインテークバルブです。インテーク側の方がカーボンの堆積が著しいといえますが、これは混合気の通路になる為です。これもシリンダーヘッド同様、カーボンを除去します。

奥に見えるのがカーボンを除去したバルブです。

■ステム—ガイド振れ(バルブガイド)
| 基準値 | INT 0.20㎜以下 EXH 0.60mm以下 | (mm) | ||||||||||
| Cly No | 1 | 2 | 3 | 4 | 5 | 6 | ||||||
| バルブ No | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| INT | 0.17 | 0.18 | 0.19 | 0.19 | 0.19 | 0.16 | 0.18 | 0.18 | 0.18 | 0.18 | 0.17 | 0.17 |
| EXT | 0.45 | 0.42 | 0.43 | 0.48 | 0.44 | 0.45 | 0.44 | 0.47 | 0.44 | 0.43 | 0.43 | 0.44 |
インテークに関しては基準値ギリギリに見えますが、これ以上の進行はなかなか見られないのに対し、エキゾーストは熱の影響で広くなりやすいので数値の見極めには経験と知識が必要です。
■ステム径(バルブガイド)
| 基準値 | INT5.965~80 | EXT6.905~20 | (mm) | |||||||||
| Cly No | 1 | 2 | 3 | 4 | 5 | 6 | ||||||
| バルブ No | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| INT | 5.975 | 5.971 | 5.970 | 5.970 | 5.971 | 5.974 | 5.973 | 5.970 | 5.970 | 5.970 | 5.974 | 5.973 |
| EXT | 6.908 | 6.908 | 6.909 | 6.909 | 6.906 | 6.906 | 6.909 | 6.907 | 6.907 | 6.908 | 6.908 | 6.907 |


「ステム—ガイド振れ」や「ステム径」が基準値から外れると吸排気のバルブガイドが摩耗しガタが大きくなり、バルブシートの当たり不良やオイル下がりの原因となります。基準値よりガタが大きい場合、バルブガイドの入れ替えとなりますが、純正のバルブガイドの設定は無いのでリン青銅製への入れ替えか、シリンダーヘッドアッセンブリー交換が必要となります。
■バルブスプリング
| バルブスプリング゙取付荷重 |
|
35mm時(30.0kgm以下交換) | (kgm) | |||||||||||
| 項目 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | ||
| フルリフト時 IN | 32.0 | 31.4 | 31.7 | 31.2 | 31.9 | 31.3 | 31.5 | 31.7 | 31.5 | 31.3 | 31.7 | 31.1 | ||
| フルリフト時 EX | 31.2 | 31.6 | 32.1 | 31.4 | 31.5 | 31.6 | 31.4 | 31.2 | 31.5 | 31.2 | 31.6 | 31.4 | ||
バルブスプリングはバランスが重要。大きすぎたり小さすぎたりするのはあまりよくありません。今回のエンジンは31.1~32.1kgmと問題無い状態でした。
なお、取付荷重が30.0Kgm以下になると、バルブの密着が弱くなり燃焼室での圧縮時に、最悪空気漏れを起こす事もあります。


■カムシャフト
カムシャフトの曲がりを測定します。測定部位は#4ジャーナル。曲がりは振れの1/2という条件で、結果としては全て基準値以下でした。
| 基準 0.0500㎜以下 | ||
| 振れ | 曲り | |
| INTカム | 0.0230 | 0.0115 |
| 振れ | 曲り | |
| EXTカム | 0.0250 | 0.0125 |


さて、余談ですが、オーバーホール作業時にはオプションで「ポート段付き修正加工」を行います。
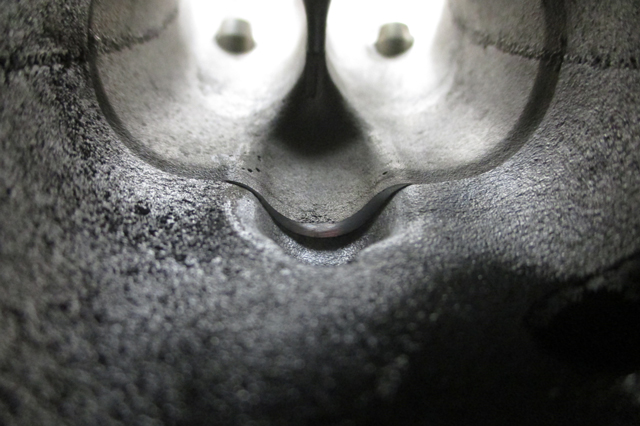

シリンダーヘッドとインテークマニホールドを無加工で取り付けると、燃料通路に段差ができます。この段差を無くす事によりスムーズな燃料の流れを作る事ができます。機械加工が主流になってきていますが、ファクトリーでは細かい部分まで作業できる手加工を選択しています。
手加工と言えば。

使用する工具はリューターです。ホームセンターなどでも見かける事はありますが、ファクトリーのメカニックが使用している刃は、特注品となります。奥深くまで加工できるように作成した長いシャンクの刃や、仕上げに使用する様々なサイズの砥石など。これらを駆使してシリンダーヘッドを加工して行きます。
今回の総合判断結果
| カテゴリー | パーツ | 点検結果 | |
| シリンダーヘッド | 本体 | OK | 洗浄 |
| カーボン落とし | |||
| 歪み点検 | |||
| 動弁系 | バルブ | OK | 洗浄 |
| カーボン落とし | |||
| ステム径測定 | |||
| 曲がり点検 | |||
| 気密測定 | |||
| 擦り合わせ | |||
| バルブガイド | OK | バルブステムとの隙間測定 | |
| バルブスプリング | OK | 洗浄 | |
| セット荷重測定 | |||
| カムシャフト | OK | 洗浄 | |
| 径測定 | |||
| 曲がり測定 | |||
| プーリー | OK | 洗浄 | |
| (カム&タイミング) | 目視点検 | ||
| シリンダーヘッド | オプション | ポート段付き修正加工 |
次回は、シリンダーブロック/運動系編で、ボアなどの状態を点検していきましょう。
Vol.5 シリンダーブロック編につづく。
